

जैसा कि हम सभी जानते हैं, अधिकांश लोग इसका उपयोग करते हैंसीएनसी राउटर 1325 कीमत मशीनलकड़ी, एमडीएफ, प्लास्टिक, ऐक्रेलिक और अन्य गैर धातु सामग्री को काटना और उन पर नक्काशी करना।वे सोचते हैं कि धातु के लिए वे बहुत कठोर हैं।सीएनसी राउटर मशीन लकड़ी पर नक्काशीउन्हें काट नहीं सकते.लेकिन, मैं आपको बताना चाहता हूं1325 एटीसी सीएनसी राउटर मशीनधातु को संसाधित भी कर सकता है, सभी धातु उपलब्ध नहीं हैं।केवल नरम धातु, जैसे एल्युमीनियम और तांबा आदि। इसका उपयोग कैसे करें इसके बारे में यह चरण हैलकड़ी कटर मशीन सीएनसी राउटरएल्यूमीनियम काटना.
चरण 1, मशीन की बिजली चालू करें और संचार लाइन को कनेक्ट करें ताकि यह सुनिश्चित हो सके कि नियंत्रण प्रणाली मशीन को सामान्य रूप से संचालित कर सकती है।

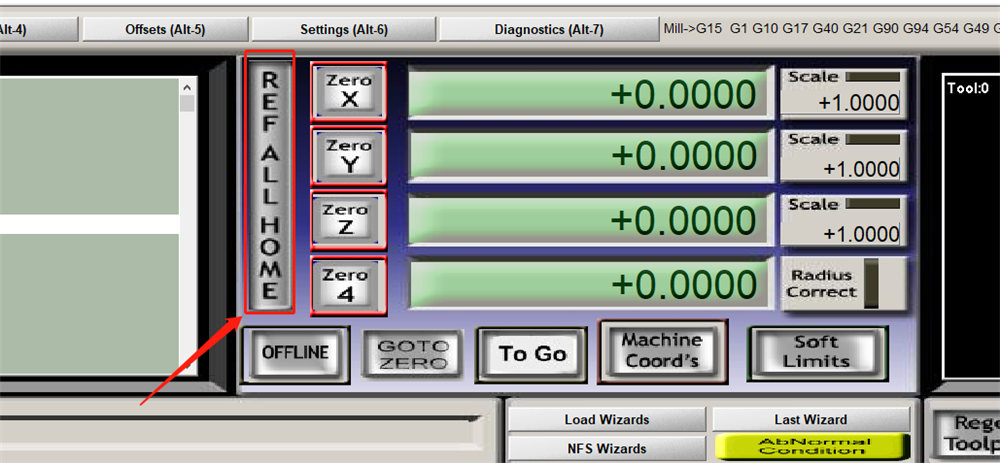
चरण 2: मशीन के XYZ अक्ष को यांत्रिक मूल में वापस आने दें ताकि यह सुनिश्चित हो सके कि प्रत्येक अक्ष की सीमा सामान्य रूप से उपयोग की जा सकती है।
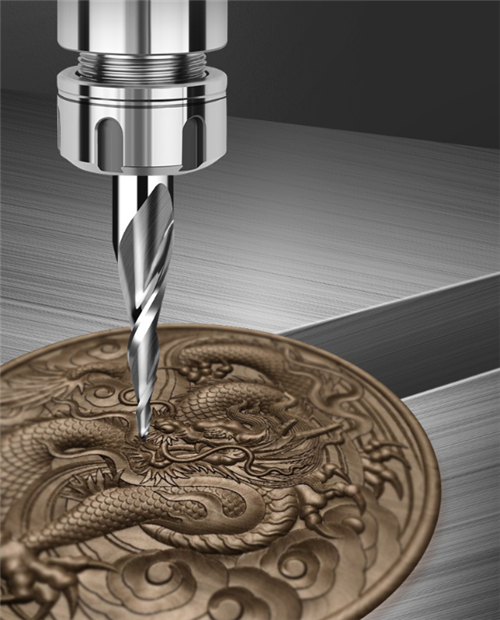
चरण 3、प्रसंस्करण के लिए उपकरण स्थापित करें, सुनिश्चित करें कि उपकरण मजबूत और स्थिर हों।(एल्यूमीनियम के लिए सामग्री पेशेवर उपकरण टंगस्टन स्टील मिश्र धातु का उपयोग किया जाना चाहिए। एकल-धार वाले पेचदार चाकू और फ्लैट-तले वाले दोधारी पेचदार चाकू काटने के लिए उपयुक्त हैं, और पतला बॉल चाकू और फ्लैट-तले वाले नुकीले चाकू उपयुक्त हैं नक्काशी.)



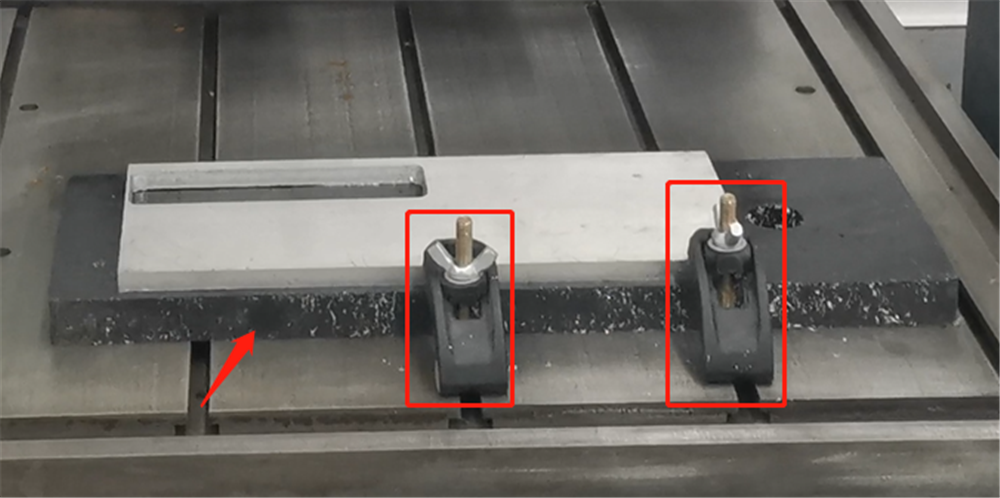
चरण 4: जिन सामग्रियों को संसाधित करने की आवश्यकता है उन्हें ठीक करने के लिए उपकरणों का उपयोग करें।(नोट: प्रसंस्करण सामग्री को काटते समय टेबल को नुकसान से बचाने के लिए प्रसंस्करण सामग्री के नीचे एक घनत्व बोर्ड लगाया जाना चाहिए)
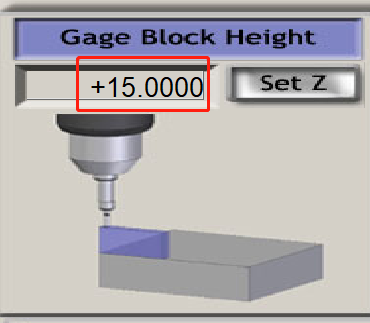
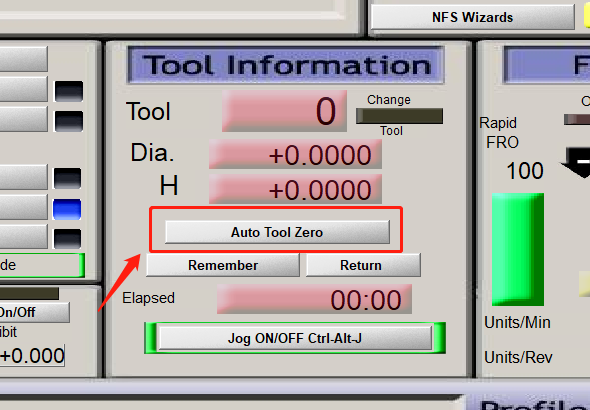
चरण 5、सॉफ्टवेयर नियंत्रण के माध्यम से, XYZ अक्ष को मशीनिंग सामग्री के शुरुआती बिंदु पर ले जाएं।(XY अक्ष निर्देशांक साफ़ होने के बाद, टूल सेटिंग ब्लॉक को संसाधित होने वाली सामग्री की सतह पर रखें। Z अक्ष टूल सेटिंग फ़ंक्शन का उपयोग करने के बाद, Z अक्ष का मशीनिंग प्रारंभ बिंदु स्वचालित रूप से पुष्टि हो जाता है। कृपया ध्यान दें कि जब Z अक्ष प्रसंस्करण सामग्री की सतह 1 सेमी तक चला जाता है, सॉफ़्टवेयर जॉग नियंत्रण का उपयोग करके, Z अक्ष को धीरे-धीरे सामग्री की सतह पर उतरने दें।)
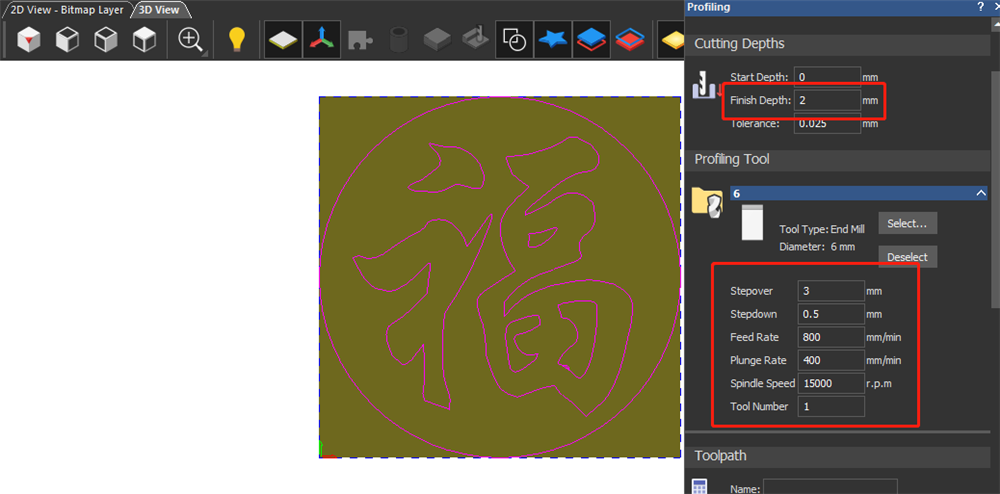
चरण 6 、नियंत्रण सॉफ्टवेयर में संसाधित होने के लिए एनसी फ़ाइल को आयात करें।(यदि प्रसंस्करण के दौरान कोई आपातकालीन स्थिति है, तो कृपया आपातकालीन स्टॉप स्विच दबाएं) एल्यूमीनियम प्लेट को संसाधित करने के लिए पैरामीटर सेट करें।स्पिंडल और टूल की विशिष्टताओं के अनुसार, सेट प्रोसेसिंग पैरामीटर लगभग 600-2000 मिमी/मिनट की गति और 12000-15000 आरपीएम की रोटेशन गति हैं।चाकू की गहराई 0.2 -0.5 मिमी है।उपकरण का व्यास जितना छोटा होगा, काटने की गहराई उतनी ही कम होगी।ये 6 मिमी व्यास वाले चाकू से एल्यूमीनियम प्लेटों को काटने के लिए पैरामीटर हैं।
चरण 7, ऑयल मिस्ट पंप कूलेंट इंजेक्ट करता है, एयर कंप्रेसर 0.2-0.4mpa के साथ सहयोग करता है, ऑयल मिस्ट कूलिंग डिवाइस के स्विच को चालू करता है, स्प्रेयर को टूल की नोक के साथ संरेखित करता है, टूल को ठंडा करता है, और स्वार्फ़ को हटा देता है।



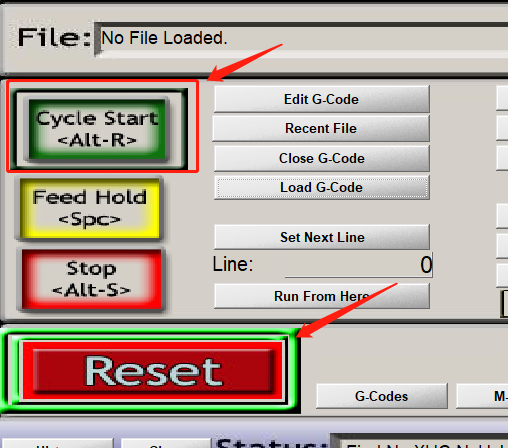
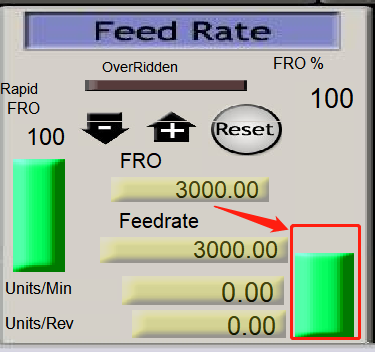
चरण 8वाँ、प्रसंस्करण शुरू करने के लिए स्टार्ट बटन पर क्लिक करें।(नोट: प्रसंस्करण शुरू करने के लिए मशीन का उपयोग करते समय, शुरुआती प्रसंस्करण गति को कम करना सुनिश्चित करें। यदि प्रसंस्करण में कोई समस्या नहीं है, तो प्रसंस्करण गति को थोड़ा-थोड़ा करके निर्धारित गति पर बहाल किया जा सकता है।)
जिनान टेकाई मशीनरी कंपनी लिमिटेड
फ़ोन: +86 18615261626
व्हाट्सएप:+8618615261626
जोड़ें: 517, फीनिक्स माउंटेन इंटरनेशनल कल्चरल सिटी, नंबर 8 बियाओशान साउथ रोड, तियानकियाओ जिला, जिनान, शेडोंग, चीन
© कॉपीराइट - 2010-2023: सर्वाधिकार सुरक्षित।
गरम सामान - साइट मैप



