

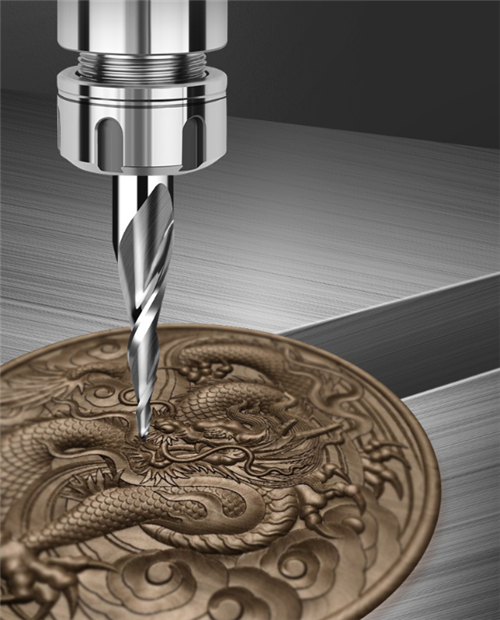
Eins og við vitum öll nota flestircnc router 1325 verð vélklippa og grafa tré, MDF, plast, akrýl og önnur málmlaus efni.Fyrir málminn halda þeir að þeir séu of harðir.cnc router vél tré leturgröfturgetur ekki skorið þær.En ég vil segja þér1325 atc cnc router vélgetur líka unnið úr málmi, ekki allur málmur er fáanlegur.Bara mjúkur málmur, eins og ál og kopar osfrv. Þetta er skrefið um hvernig á að notatréskurðarvél cnc leiðsniðug ál.
Skref 1、Kveiktu á vélinni og tengdu samskiptalínuna til að tryggja að stjórnkerfið geti stjórnað vélinni venjulega.

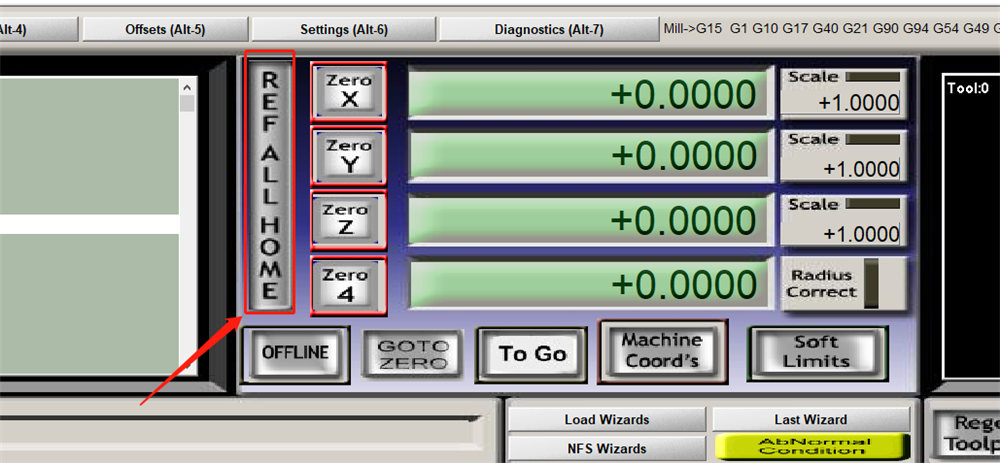
Skref 2、Láttu XYZ ás vélarinnar fara aftur í vélrænan uppruna til að tryggja að hægt sé að nota mörk hvers ás á venjulegan hátt.
Þriðja skref, Settu upp verkfærin til vinnslu, tryggðu að verkfærin séu þétt og stöðug.(Efnin fagleg verkfæri fyrir ál ætti að nota wolfram stálblendi. Eineggja hnífurinn og tvíeggja hnífurinn með flatbotna hnífnum eru hentugur til að skera, og mjókkaði kúluhnífurinn og flatbotna oddhvassi hnífurinn eru hentugur fyrir útskurður.)



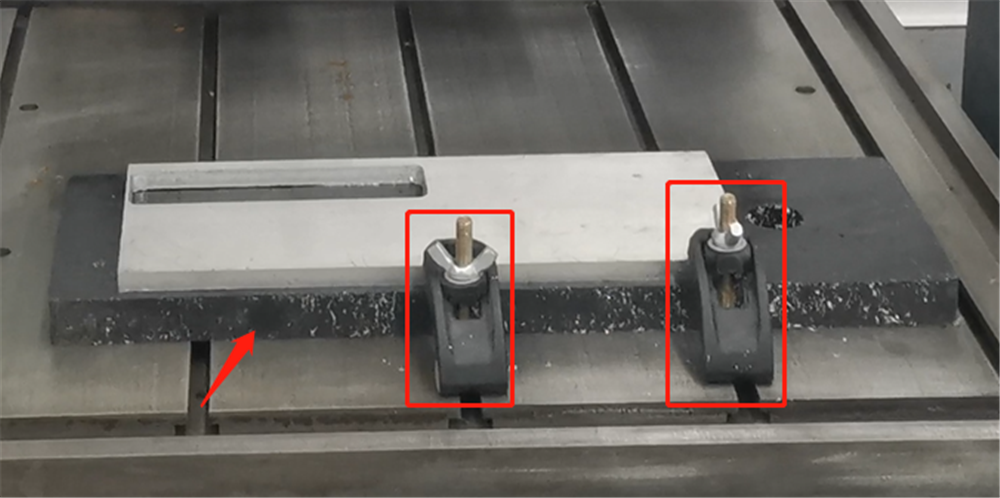
Skref 4, Notaðu verkfærin til að laga efnin sem þarf að vinna.(Athugið: Þéttleikabretti verður að setja undir vinnsluefnið til að koma í veg fyrir skemmdir á borðinu þegar vinnsluefnið er skorið)
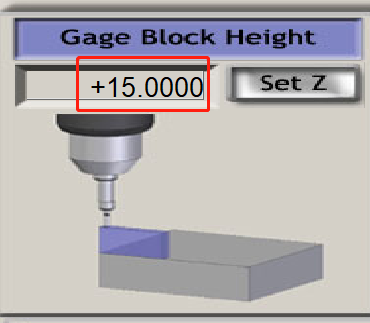
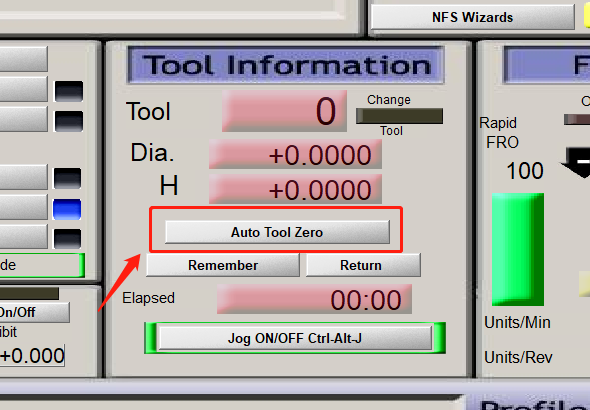
5. skref、 Með hugbúnaðarstýringu skaltu færa XYZ ásinn á upphafspunkt vinnsluefnisins.(Eftir að XY-áshnitin hafa verið hreinsuð skal setja verkfærastillingarkubbinn á yfirborð efnisins sem á að vinna. Eftir að Z-ásinn notar verkfærastillingaraðgerðina er upphafspunktur vinnslu Z-ássins sjálfkrafa staðfestur. Athugið að þegar Z-ásinn færist að yfirborði vinnsluefnisins 1 cm, með því að nota hugbúnaðarskokkstýringuna, láttu Z-ásinn fara hægt niður á yfirborð efnisins.)
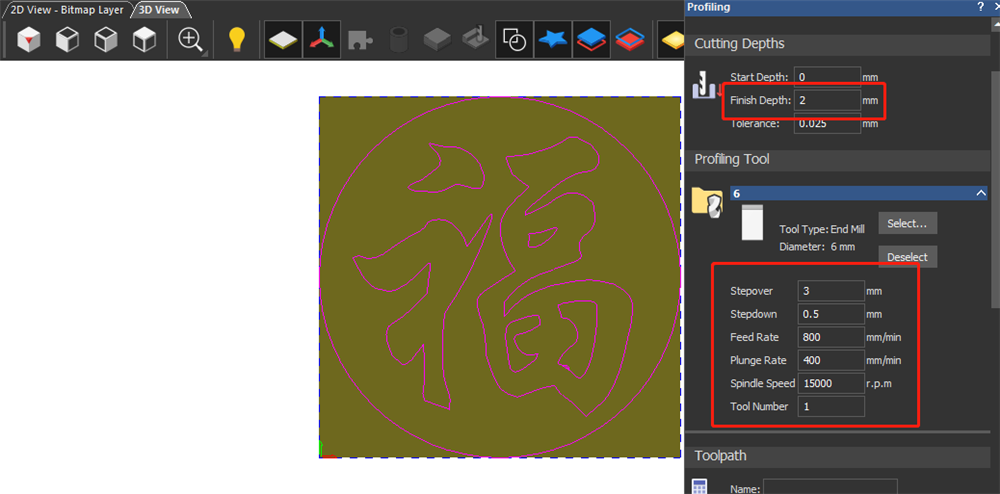
6. skref、Flyttu inn NC skrána sem á að vinna úr í stýrihugbúnaðinum.(Ef það er einhver neyðartilvik meðan á vinnslu stendur, vinsamlegast ýttu á neyðarstöðvunarrofann) Stilltu breytur fyrir vinnslu álplötunnar.Samkvæmt forskriftum snældunnar og tólsins eru settar vinnslufæribreytur um hraða 600-2000mm/mín og snúningshraði 12000-15000rpm.Dýpt hnífsins er 0,2 -0,5 mm.Því minni sem þvermál verkfæra er, því grynnri er skurðardýpt.Þetta eru breytur fyrir að skera álplötur með 6 mm hníf í þvermál.
7. skref、 Olíuþokudælan sprautar kælivökva, vinnur með loftþjöppunni 0,2-0,4mpa, kveiktu á rofanum á olíuþokukælibúnaðinum, stilltu úðann við odd verkfærsins, kældu verkfærið og fjarlægðu spóninn.



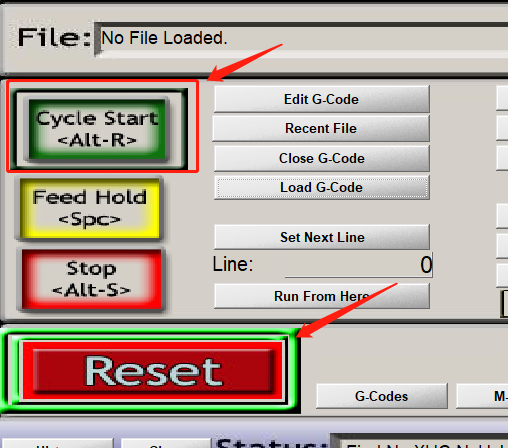
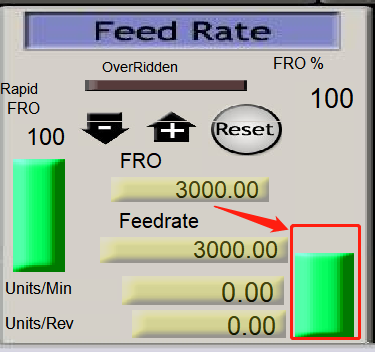
Skref 8, Smelltu á upphafshnappinn til að hefja vinnslu.(Athugið: Þegar þú notar vélina til að hefja vinnslu skaltu gæta þess að draga úr upphafsvinnsluhraðanum. Ef það er engin vandamál með vinnsluna, er hægt að koma vinnsluhraðanum aftur á stilltan hraða smátt og smátt.)
Jinan Tekai Machinery Co., Ltd.
Sími: +86 18615261626
Whatsapp:+8618615261626
Netfang:info@tekaicnc-laser.com
Bæta við: 517, Phoenix Mountain International Cultural City, No.8 Biaoshan South Road, Tianqiao District, Jinan, Shandong, Kína
© Höfundarréttur - 2010-2023 : Allur réttur áskilinn.
Heitar vörur - Veftré



