

ດັ່ງທີ່ພວກເຮົາທຸກຄົນຮູ້, ປະຊາຊົນສ່ວນໃຫຍ່ໃຊ້cnc router 1325 ລາຄາເຄື່ອງຕັດແລະແກະສະຫລັກໄມ້, MDF, ພາດສະຕິກ, acrylic ແລະວັດສະດຸທີ່ບໍ່ແມ່ນໂລຫະອື່ນໆ.ສໍາລັບໂລຫະ, ພວກເຂົາເຈົ້າຄິດວ່າ, ພວກເຂົາເຈົ້າແມ່ນແຂງເກີນໄປ.cnc router ເຄື່ອງ engraving ໄມ້ບໍ່ສາມາດຕັດພວກມັນໄດ້.ແຕ່, ຂ້ອຍຢາກບອກເຈົ້າວ່າ1325 atc cnc router ເຄື່ອງຍັງສາມາດປຸງແຕ່ງໂລຫະ, ບໍ່ແມ່ນໂລຫະທັງຫມົດທີ່ມີຢູ່.ພຽງແຕ່ໂລຫະອ່ອນ, ເຊັ່ນອາລູມິນຽມແລະທອງແດງແລະອື່ນໆ. ນີ້ແມ່ນຂັ້ນຕອນກ່ຽວກັບວິທີການນໍາໃຊ້ເຄື່ອງຕັດໄມ້ cnc routerຕັດອະລູມິນຽມ.
ຂັ້ນຕອນທີ 1, ເປີດໄຟຂອງເຄື່ອງແລະເຊື່ອມຕໍ່ສາຍສື່ສານເພື່ອຮັບປະກັນວ່າລະບົບການຄວບຄຸມສາມາດເຮັດວຽກຂອງເຄື່ອງໄດ້ປົກກະຕິ.

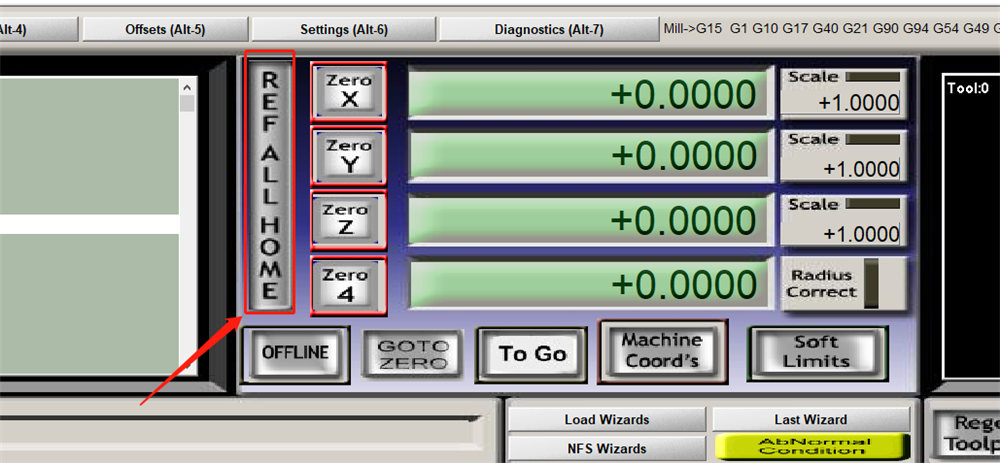
ຂັ້ນຕອນທີ 2, ໃຫ້ແກນ XYZ ຂອງເຄື່ອງກັບຄືນໄປບ່ອນຕົ້ນກໍາເນີດກົນໄກເພື່ອຮັບປະກັນວ່າຂໍ້ຈໍາກັດຂອງແຕ່ລະແກນສາມາດນໍາໃຊ້ໄດ້ປົກກະຕິ.
ຂັ້ນຕອນທີ 3, ຕິດຕັ້ງເຄື່ອງມືສໍາລັບການປຸງແຕ່ງ, ຮັບປະກັນເຄື່ອງມືທີ່ຫນັກແຫນ້ນແລະຄວາມຫມັ້ນຄົງ.(ອຸປະກອນທີ່ເປັນມືອາຊີບຂອງເຄື່ອງມືສໍາລັບອາລູມິນຽມຄວນຈະຖືກນໍາໃຊ້ໂລຫະປະສົມເຫຼັກ tungsten. ມີດ helical ແຂບດຽວແລະມີດ helical ສອງແຂບລຸ່ມແມ່ນເຫມາະສົມສໍາລັບການຕັດ, ແລະມີດບານ tapered ແລະມີດແຫຼມລຸ່ມແມ່ນເຫມາະສົມສໍາລັບການ. ແກະສະຫຼັກ.)



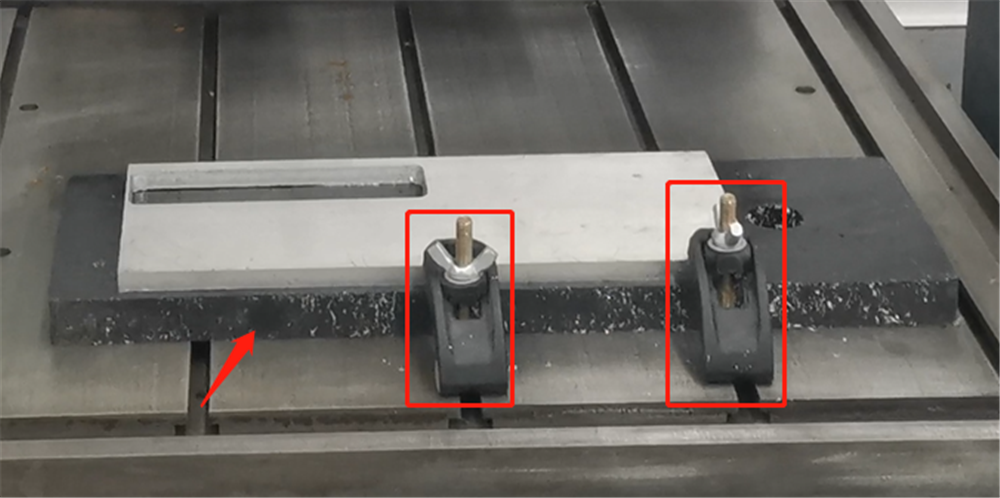
ຂັ້ນຕອນທີ 4, ການນໍາໃຊ້ເຄື່ອງມືແກ້ໄຂອຸປະກອນທີ່ຈໍາເປັນຕ້ອງໄດ້ຮັບການປຸງແຕ່ງ.(ຫມາຍເຫດ: ກະດານຄວາມຫນາແຫນ້ນຕ້ອງຖືກວາງໄວ້ພາຍໃຕ້ວັດສະດຸປຸງແຕ່ງເພື່ອປ້ອງກັນຄວາມເສຍຫາຍຂອງຕາຕະລາງໃນເວລາຕັດວັດສະດຸປຸງແຕ່ງ)
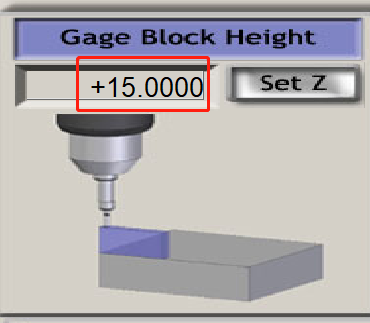
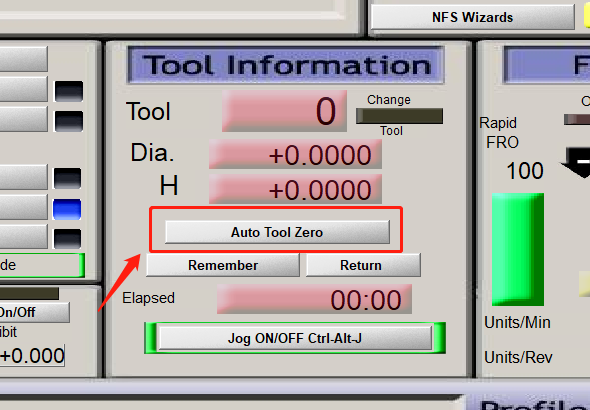
ຂັ້ນຕອນທີ 5, ໂດຍຜ່ານການຄວບຄຸມຊອບແວ, ຍ້າຍແກນ XYZ ໄປຫາຈຸດເລີ່ມຕົ້ນຂອງອຸປະກອນເຄື່ອງຈັກ.(ຫຼັງຈາກຈຸດປະສານງານແກນ XY ຖືກລຶບລ້າງແລ້ວ, ໃຫ້ວາງແຖບຕັ້ງເຄື່ອງມືໃສ່ພື້ນຜິວຂອງວັດສະດຸທີ່ຈະຖືກປະມວນຜົນ. ຫຼັງຈາກແກນ Z ໃຊ້ຟັງຊັນການຕັ້ງເຄື່ອງມື, ຈຸດເລີ່ມຕົ້ນຂອງເຄື່ອງຈັກຂອງແກນ Z ຈະຖືກຢືນຢັນໂດຍອັດຕະໂນມັດ. ກະລຸນາສັງເກດວ່າເມື່ອ ແກນ Z ຍ້າຍໄປຫາຫນ້າດິນຂອງວັດສະດຸປຸງແຕ່ງ 1cm, ການນໍາໃຊ້ການຄວບຄຸມການ jog ຊອບແວ, ປ່ອຍໃຫ້ແກນ Z ຊ້າລົງໄປຫາຫນ້າດິນຂອງວັດສະດຸ.)
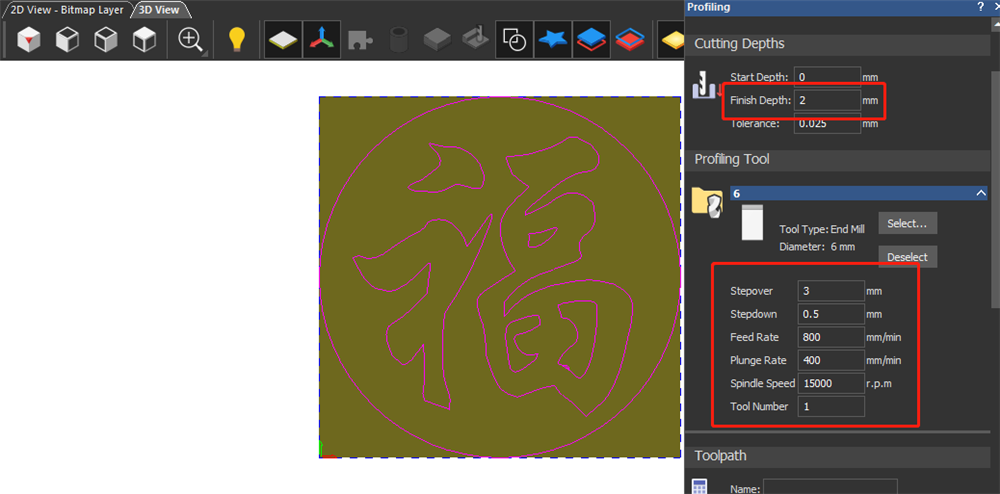
ຂັ້ນຕອນທີ 6 ການນໍາເຂົ້າໄຟລ໌ NC ທີ່ຈະໄດ້ຮັບການປຸງແຕ່ງໃນຊອບແວຄວບຄຸມ.(ຖ້າມີເຫດສຸກເສີນໃນລະຫວ່າງການປະມວນຜົນ, ກະລຸນາກົດປຸ່ມຢຸດສຸກເສີນ) ກໍານົດພາລາມິເຕີສໍາລັບການປຸງແຕ່ງແຜ່ນອາລູມິນຽມ.ອີງຕາມການສະເພາະຂອງ spindle ແລະເຄື່ອງມື, ຕົວກໍານົດການປະມວນຜົນທີ່ກໍານົດໄວ້ແມ່ນກ່ຽວກັບຄວາມໄວຂອງ 600-2000mm / min ແລະຄວາມໄວຫມຸນຂອງ 12000-15000rpm.ຄວາມເລິກຂອງມີດແມ່ນ 0.2 -0.5mm.ເສັ້ນຜ່າສູນກາງຂອງເຄື່ອງມືນ້ອຍກວ່າ, ຄວາມເລິກຂອງການຕັດແມ່ນຕື້ນ.ເຫຼົ່ານີ້ແມ່ນຕົວກໍານົດການສໍາລັບການຕັດແຜ່ນອາລູມິນຽມທີ່ມີມີດເສັ້ນຜ່າກາງ 6 ມມ.
ຂັ້ນຕອນທີ 7, ປ້ຳນ້ຳມັນໃສ່ເຄື່ອງເຮັດຄວາມເຢັນ, ຮ່ວມມືກັບປ້ຳອັດອາກາດ 0.2-0.4mpa, ເປີດສະວິດເຄື່ອງເຮັດຄວາມເຢັນນ້ຳມັນ, ວາງເຄື່ອງສີດນ້ຳໃສ່ປາຍເຄື່ອງ, ເຮັດໃຫ້ເຄື່ອງເຮັດຄວາມເຢັນອອກ, ແລະເອົາເຄື່ອງສູບນ້ຳອອກ.



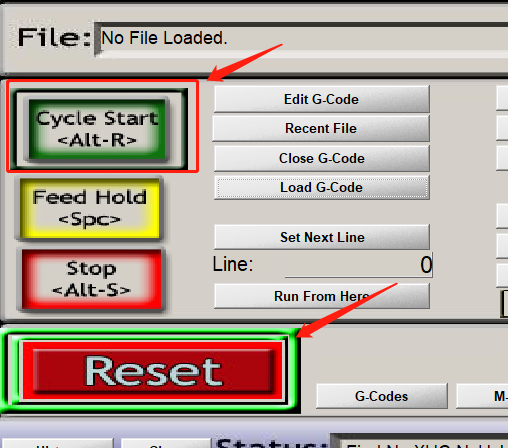
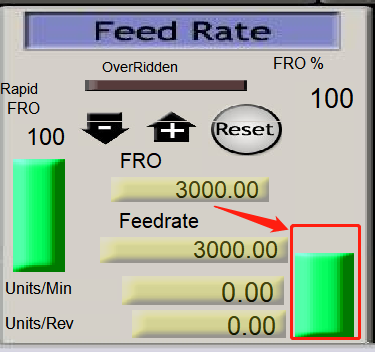
ຂັ້ນຕອນທີ 8, ໃຫ້ຄລິກໃສ່ປຸ່ມເລີ່ມຕົ້ນເພື່ອເລີ່ມຕົ້ນການປຸງແຕ່ງ.(ຫມາຍເຫດ: ເມື່ອນໍາໃຊ້ເຄື່ອງເພື່ອເລີ່ມຕົ້ນການປຸງແຕ່ງ, ໃຫ້ແນ່ໃຈວ່າຈະຫຼຸດລົງຄວາມໄວໃນການເລີ່ມຕົ້ນການປຸງແຕ່ງ. ຖ້າບໍ່ມີບັນຫາກັບການປຸງແຕ່ງ, ຄວາມໄວການປຸງແຕ່ງສາມາດຟື້ນຟູກັບຄວາມໄວທີ່ກໍານົດໄວ້ເທື່ອລະຫນ້ອຍ).
Jinan Tekai ເຄື່ອງຈັກ Co., Ltd.
ໂທ: +86 18615261626
Whatsapp:+8618615261626
ອີເມວ:info@tekaicnc-laser.com
ເພີ່ມ: 517, Phoenix Mountain International Cultural City, No.8 Biaoshan South Road, Tianqiao District, Jinan, Shandong, ຈີນ
© ສະຫງວນລິຂະສິດ - 2010-2023 : All Rights Reserved.
ຜະລິດຕະພັນຮ້ອນ - ແຜນຜັງເວັບໄຊທ໌



