

ווי מיר אַלע וויסן, רובֿ מענטשן נוצן דיcnc ראַוטער 1325 פּרייַז מאַשיןקאַטינג און ינגרייווינג האָלץ, מדף, פּלאַסטיק, אַקריליק און אנדערע ניט-מעטאַל מאַטעריאַלס.פֿאַר די מעטאַל, זיי טראַכטן, זיי זענען צו שווער.קנק ראַוטער מאַשין האָלץ ינגרייווינגקענען ניט קאַטינג זיי.אָבער, איך ווילן צו זאָגן איר1325 אַטק קנק ראַוטער מאַשיןאויך קענען פּראָצעס מעטאַל, ניט אַלע די מעטאַל איז בנימצא.נאָר די ווייך מעטאַל, אַזאַ ווי אַלומינום און קופּער עטק. דאס איז דער שריט וועגן ווי צו נוצן דיהאָלץ קאַטער מאַשין קנק ראַוטערקאַטינג אַלומינום.
שריט 1, קער אויף די מאַכט פון די מאַשין און פאַרבינדן די קאָמוניקאַציע שורה צו ענשור אַז די קאָנטראָל סיסטעם קענען אַרבעטן נאָרמאַלי.

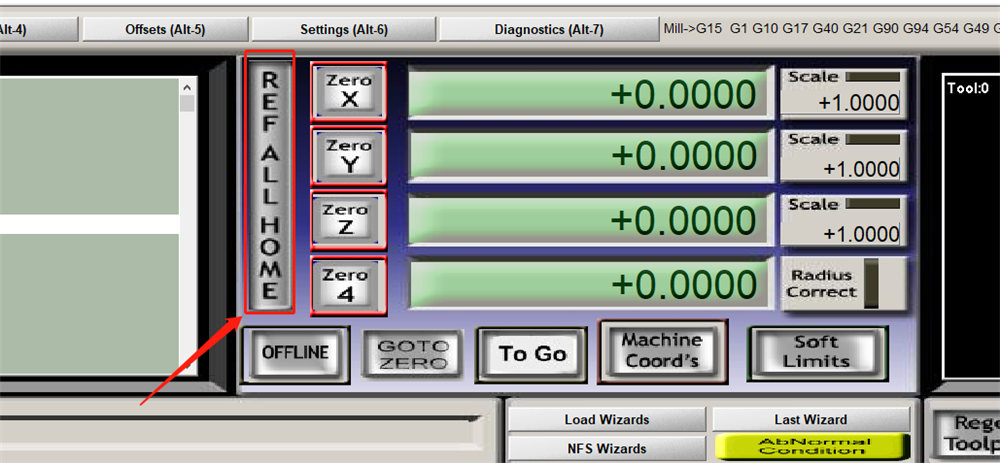
שריט 2, לאָזן די XYZ אַקס פון די מאַשין צוריקקומען צו די מעטשאַניקאַל אָנהייב צו ענשור אַז די לימאַץ פון יעדער אַקס קענען זיין געוויינט נאָרמאַלי.
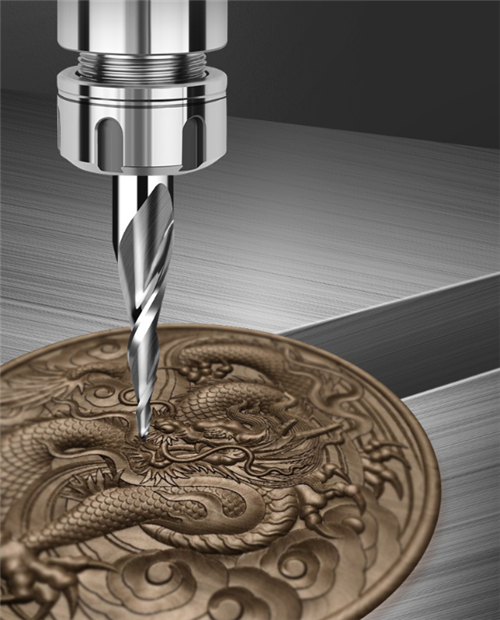
שריט 3, ינסטאַלירן די מכשירים פֿאַר פּראַסעסינג, מאַכן זיכער די מכשירים פעסט און סטאַביל.(די מאַטעריאַלס פאַכמאַן מכשירים פֿאַר אַלומינום זאָל זיין געוויינט טאַנגסטאַן שטאָל צומיש. די איין-שנלדיקע כעליקאַל מעסער און די פלאַך-באַטאַמד טאָפּל-באַטאַמד כעליקאַל מעסער זענען פּאַסיק פֿאַר קאַטינג, און די טייפּערד פּילקע מעסער און די פלאַך-באַטאַמד שפּיציק מעסער זענען פּאַסיק פֿאַר קאַרווינג.)



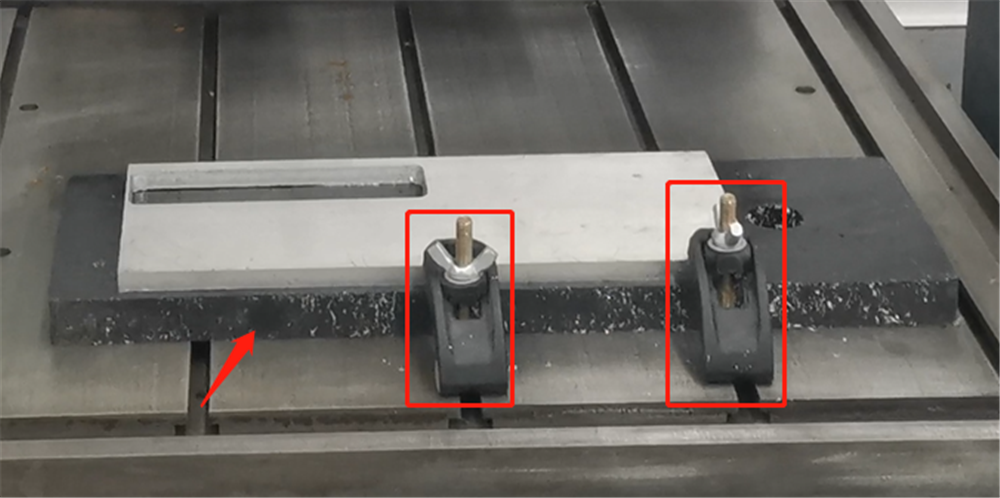
שריט 4, ניצן די מכשירים צו פאַרריכטן די מאַטעריאַלס דאַרפֿן צו זיין פּראַסעסט.(באַמערקונג: א געדיכטקייַט ברעט מוזן זיין געשטעלט אונטער די פּראַסעסינג מאַטעריאַל צו פאַרמייַדן שעדיקן צו די טיש ווען קאַטינג די פּראַסעסינג מאַטעריאַל)
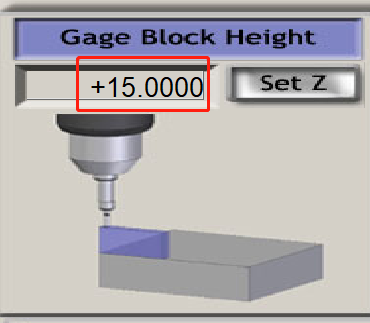
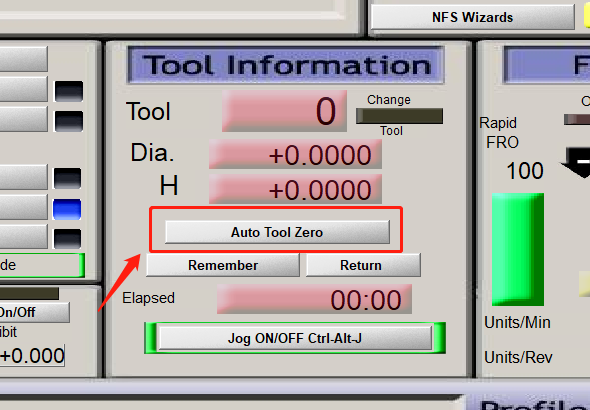
שריט 5, מאַך די XYZ אַקס דורך ווייכווארג קאָנטראָל צו די סטאַרטינג פונט פון די מאַשינינג מאַטעריאַל.(נאָך די XY אַקס קאָואָרדאַנאַץ זענען קלירד, שטעלן די געצייַג באַשטעטיקן בלאָק אויף די ייבערפלאַך פון דעם מאַטעריאַל צו זיין פּראַסעסט. נאָך די Z אַקס ניצט די געצייַג באַשטעטיקן פֿונקציע, די מאַשינינג אָנהייב פונט פון די Z אַקס איז אויטאָמאַטיש באשטעטיקט. ביטע טאָן אַז ווען די ז אַקס באוועגט צו די ייבערפלאַך פון די פּראַסעסינג מאַטעריאַל 1 סענטימעטער, ניצן די ווייכווארג דזשאַג קאָנטראָל, לאָזן די ז אַקס סלאָולי אַראָפּגיין צו די ייבערפלאַך פון דעם מאַטעריאַל.)
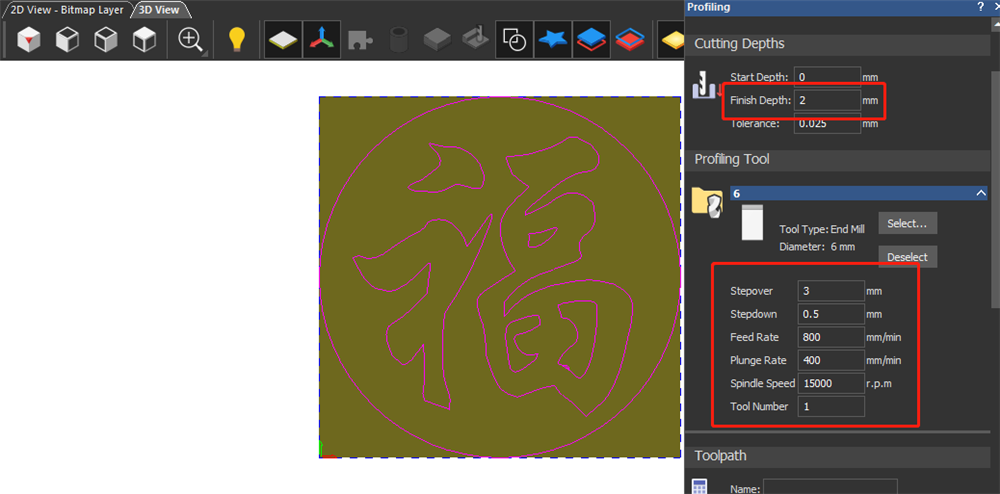
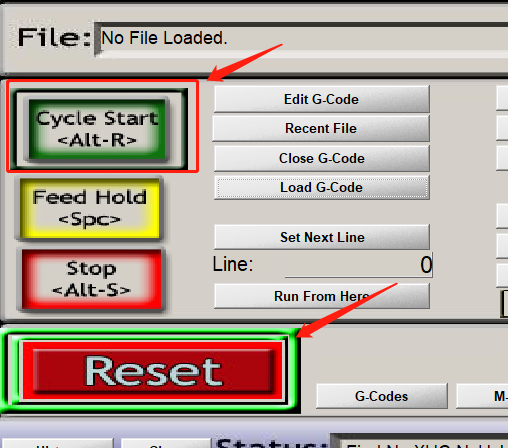
שריט 6, אַרייַנפיר די NC טעקע צו זיין פּראַסעסט אין די קאָנטראָל ווייכווארג.(אויב עס איז קיין נויטפאַל בעשאַס די פּראַסעסינג, ביטע דריקן די נויטפאַל האַלטן באַשטימען) שטעלן די פּאַראַמעטערס פֿאַר פּראַסעסינג די אַלומינום טעלער.לויט די ספּעסאַפאַקיישאַנז פון די שפּינדל און די געצייַג, די באַשטימט פּראַסעסינג פּאַראַמעטערס זענען וועגן די גיכקייַט פון 600-2000 מם / מין און די ראָוטיישאַן גיכקייַט פון 12000-15000 רפּם.די טיפקייַט פון די מעסער איז 0.2-0.5 מם.דער קלענערער די געצייַג דיאַמעטער, די פּליטקע די קאַטינג טיפקייַט.דאָס זענען די פּאַראַמעטערס פֿאַר קאַטינג אַלומינום פּלאַטעס מיט אַ 6 מם דיאַמעטער מעסער.
שריט 7, די בוימל נעפּל פּאָמפּע ינדזשעקץ קולאַנט, קאָואַפּערייט מיט די לופט קאַמפּרעסער 0.2-0.4מפּאַ, קער אויף די באַשטימען פון די בוימל נעפּל קאָאָלינג מיטל, ייַנרייען די ספּרייער מיט די שפּיץ פון די געצייַג, קיל די געצייַג און באַזייַטיקן די שוואַרף.



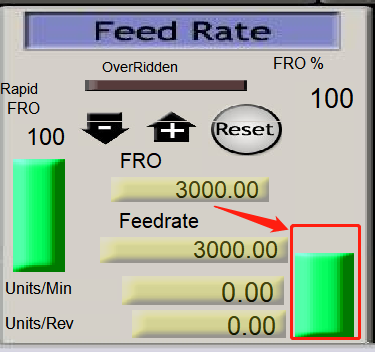
שריט 8, גיט די אָנהייב קנעפּל צו אָנהייבן פּראַסעסינג.(באַמערקונג: ווען ניצן די מאַשין צו אָנהייבן פּראַסעסינג, זיין זיכער צו רעדוצירן די אָנהייב פּראַסעסינג גיכקייַט. אויב עס איז קיין פּראָבלעם מיט די פּראַסעסינג, די פּראַסעסינג גיכקייַט קענען זיין ריסטאָרד צו די באַשטימט גיכקייַט ביסלעכווייַז.)
Jinan Tekai Machinery Co., Ltd.
תּל: +86 18615261626
ווהאַצאַפּפּ:+8618615261626
בליצפּאָסט:info@tekaicnc-laser.com
לייג: 517, פיניקס Mountain אינטערנאַציאָנאַלער קולטור סיטי, No.8 Biaoshan South Road, Tianqiao דיסטריקט, דזשינאַן, שאַנדאָנג, טשיינאַ
© קאַפּירייט - 2010-2023: כל הזכויות שמורות.
הייס פּראָדוקטן - סיטעמאַפּ



